电 话:13812090222
13812058527
传 真:0510-83291211
邮 箱:manager@volcanocn.com
地 址:江苏省无锡市惠山区阳山镇天顺路25号
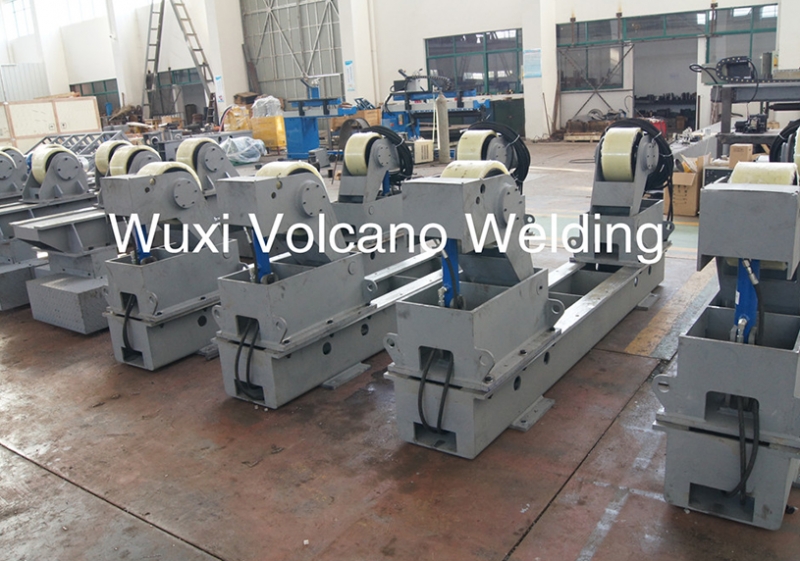
焊接滚轮架在使用的过程中工作的高度是可以进行有效的调节的,设备的滚轮的转速都是采用数字调节以及显示其技术,滚轮架的焊接速度的设定是很直观且准确的,在使用的过程中可以减小的其工人的操作难度。
由于桁架跨内组装焊接全在现场地面进行,在屋面安装时亦采用分段拼装或焊接固定;所以在组装时大的工作量为焊接工作,且全为全熔透焊缝和半熔透焊缝,这对于焊接工作的精度具有严格的高的标准的要求。要在焊接前对焊接方式方法进行设计,并且对焊接工人的水平技艺严格把关。同时,在对管桁架进行焊接的时候,要注意:先,对于焊接过程中的焊接质量,要实行严格的检查制度,对焊接的位置、顺序等要严格把关;其次,有关焊接的材料要实现零污损,焊接工地的环境不能太潮湿,温差不能太大,不应该在风雨等恶劣天气中进行焊接作业。在焊接过程中,可采用提前预热,并且加热保一次成型;焊接的顺序要严格按照先主管、后腹管,一管一焊不重复、不遗漏的要求,在每完成一项焊接后要及时对焊接完成情况进行细致的检查。后,要在管桁架焊接完毕后,单独对拼装口进行细致的磨光,报具有相应资质的检测单位对焊缝进行检测。
管桁架,是指用圆杆件在端部相互连接而组成的格子式结构。桁件使桁架结构用料经济、结构自重轻,易于构成多种外形以适应不同的用途,譬如可以做成简支桁架、拱、框架及塔架等。
管桁架加工方案分为以下三点:
1、管桁架焊接时应注意焊接顺序,一般应先焊接中间节点,再向桁架两端节点扩展焊接顺序,以免由于焊缝收缩向一端累积而引起的桁架各节点间尺寸偏差,并不应在同一个腹杆两端同时焊接,应先焊接与下弦杆连接的节点,再焊接与上弦杆连接的节点。
2、管桁架焊缝尺寸应符合设计要求的计算厚度值或焊脚尺寸,但不应有过多的堆焊加高而产生较大的焊接残余应力。
3、管桁架焊缝坡口的根部间隙大于标准值1.Smm以上时,应按超标间隙值增加焊脚尺寸,但间隙大于5mm时虚先用堆焊和打磨方法修整端部或在接口处堆焊焊道,以减小焊缝间隙。


电话:13812090222
13812058527
传真:0510-83291211
邮箱:manager@volcanocn.com
地址:江苏省无锡市惠山区阳山镇天顺路25号